Low alloy high strength steel AISI 4140 has been widely used in the field of machinery, aviation, petroleum, Marine and other low-temperature parts such as shaft, gear, connecting rod; Transmission gear, turbocharger gear, engine cylinder, spring clamp, oil drill pipe clamp and other parts; In the mold manufacturing industry, AISI 4140 is suitable for large and medium-size plastic molds that require a good combination of strength and toughness. The harsh service environment requires the steel’s high low-temperature impact toughness. We have done a series of tests to study the effects of different tempering temperatures on the mechanical properties and microstructure of AISI4140 forging.
AISI 4140 forging chemical composition and heat treatment
| Grades | C | Si | Mn | P | S | Cr | Mo |
| 4140 | 0.38~0.43 | 0.15~0.35 | 0.75~1.00 | ≤0.035 | ≤0.040 | 0.80~1.10 | 0.15~0.25 |
| Condition | temperature(℃) | Cooling | Hardness,HBW | |
| Pre-heat treatment | Annealing | 840~860
(Heat preservation 2H) |
Furnace cooling | ≤217 |
| Normalizing | 850~900 | Air cooling | ≤217 | |
| High temperature tempering | 680~700 | Air cooling | ≤217 | |
| Quenched and tempered
|
Quenching | 840~880 | Oil cooling | ≥53HRC |
| Tempering | 450~670 | Oil or air | 25~45HRC | |
| Induction
Quenching
|
Heating | 900 | Emulsion | Appearance ≥53HRC |
| Tempering | 150~180 | Air cooling | ≥50HRC | |
The determination of the CCT curve and phase transition critical point of AISI 4140 steel can provide a reference for the formulation of the heat treatment process. With different cooling rates, there are three-phase transition zones in the CCT curve: the “ferrite + pearlite” region with slow cooling rate, the “closed bainite” region with slow cooling rate, and the “martensite” region with fast cooling rate. The critical cooling rate of complete martensite is about 600℃/min, the critical cooling rate of bainite is about 60℃/min, and the MS point of martensite is 362℃. The AC3 of AISI4140 steel is 826℃, so we choose 870℃ as the quenching temperature.
 Different tempering temperatures are designed in the heat treatment simulation furnace. Heat treatment process: normalizing temperature is 905℃, quenching temperature is 870℃, cooling method is water cooling, tempering temperature is 580 ℃, 600℃, 620℃, 640℃, 650℃ respectively. A cylindrical sample of 5mm×60mm was selected at room temperature, and the size of the impact toughness sample was a Charpy V-shaped groove of 10mm×10mm×55mm. The test temperature was -18℃.
Different tempering temperatures are designed in the heat treatment simulation furnace. Heat treatment process: normalizing temperature is 905℃, quenching temperature is 870℃, cooling method is water cooling, tempering temperature is 580 ℃, 600℃, 620℃, 640℃, 650℃ respectively. A cylindrical sample of 5mm×60mm was selected at room temperature, and the size of the impact toughness sample was a Charpy V-shaped groove of 10mm×10mm×55mm. The test temperature was -18℃.
When the tempering temperature is 580℃, the low temperature impact toughness of 4140 steel can not meet the requirements. The impact residual samples are taken for inclusion determination and fracture analysis. It can be seen from the results of inclusion determination that the overall low level of inclusion is not the reason for the unqualified low temperature impact toughness. Scanning electron microscopy (SEM) and energy spectrum analysis were carried out on the impact fracture: the fiber area of the fracture was small, with small and shallow dimples distributed, and the proportion of the radiation area was large, and the dimples were relatively large and deep. The morphology of the radiation area was quasi cleavage, the proportion of the fiber area was small and there was small lateral expansion, and the impact toughness of the sample was relatively good. No obvious metallurgical defects were observed. According to the above analysis, the low impact value of the impact sample under this heat treatment process is not caused by metallurgical defects. The low impact value may be due to the degree of dispersion and morphology of the carbide.
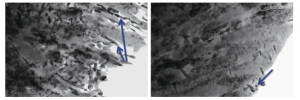
TEM analysis of the water-cooled samples at 870℃ and 580℃ tempering showed that there were mainly two types of carbide distribution, which were long strips, with the size of 100nm-3μm, with a certain amount of carbide particles, and the original Martensite orientation was retained. TEM analysis of 870℃ water-cooled +600℃ tempered samples shows that the distribution of carbides is relatively uniform, mainly strip carbides (100-500nm) and granular carbides (50nm), and a small amount of large-size M7C3 particles, the large strip of carbides disappeared. When the tempering temperature is low, the strip carbides are mainly stripped carbides. With the increase of tempering temperature, the length-width ratio of strip carbides decreases, and the strip carbides change to granular carbides. When the tempering temperature is 580℃, 3μm strip carbide exists. When the tempering temperature is higher than 600℃, the large strip of carbides disappears, and the stripe size is basically less than 500nm, and some granular carbides are formed. The morphology of the carbide changes from strip to fine grain, and the distribution changes from non-uniform to diffuse, which is the reason for the improvement of impact toughness. The existence of strip carbide is very unfavorable to the impact performance, the more the number, the longer the size, the worse the toughness of the material. Therefore, when the tempering temperature is raised to 600℃, the impact toughness of the material is significantly improved.
Therefore, it can be concluded that :(1) With the increase of tempering temperature, the strength of AISI4140 steel decreases gradually and the impact value increases gradually. The strip carbide is not conducive to impact is very unfavorable, the more the number, the longer the size, the worse the toughness of the material. TEM analysis showed that when the tempering temperature increased from 580℃ to 600℃, the large strip of carbides disappeared, the strip size was basically less than 500nm, and some granular carbides formed, and the impact toughness of the material was significantly improved. ⑶ When the tempering temperature is 600℃, the test samples can meet the requirements of both room temperature strength and low-temperature impact toughness.





