
Çoğu paslanmaz çeliğin kesme ve taşlama performansı iyi değildir, yüksek hızlı otomatik takım tezgahlarında pürüzsüz bir yüzeye sahip paslanmaz çelik parçaları işlemek zordur, kükürt, selenyum veya kurşun ve diğer elementlerin eklenmesi kesme işlemini büyük ölçüde iyileştirebilir (taşlama) performansı, otomat veya otomat paslanmaz çelik bu şekilde geliştirilir. Tipik malzeme 303, 416303 GD, 430F ve diğer paslanmaz çelik.
Element Kükürt, paslanmaz çelikte manganez sülfür ve demir sülfür şeklinde bağımsız olarak bulunur. Basınçlı işlemede, sülfür içermesi, sayısız küçük boşluk oluşumuna eşdeğer olan ve çeliğin sürekliliğine zarar veren ince şeritler veya iğler şeklini alarak metal uzantı yönü boyunca uzar. Kesme ve taşlama işleminde, demir talaşın kırılması ve düşmesi kolaydır, bu da işlemeyi pürüzsüz hale getirir. Yumuşak sülfür, metal ve alet (taşlama taşı) arasındaki sürtünmeyi azaltabilen, aletin hizmet ömrünü iyileştirebilen (taşlama) ve iş parçasının boyutsal doğruluğunu ve yüzey düzgünlüğünü iyileştirebilen kendi kendini yağlama özelliklerine sahiptir.
Sülfür işleme yönü boyunca ince şeritler halinde dağıldığından, serbest kesme çeliklerinin boyuna çekme mukavemeti çok az azalır, ancak uzama büyük ölçüde azalır. Sülfürü selenyumla değiştirmek, otomat çeliklerinin sünekliğini önemli ölçüde artırabilir. Selenyum otomat çeliklerinin uzama ve darbe değeri kükürt çeliklerine göre daha yüksektir ve diğer mekanik özellikler benzerdir. Ancak selenyum toksik ve pahalıdır, bu nedenle önemli bileşenler dışında nadiren kullanılır. Kurşunsuz kesme çelikleri de nadiren kullanılır çünkü kurşun elementin çelik içinde eşit olarak dağılması zordur ve işçi kurşun talaşla temas etmek istemez.
 Otomat paslanmaz çelik genellikle çubuk ve tel şeklinde teslim edilir. Serbest kesimin yüzey işleme süreci paslanmaz çelik tel diğer paslanmaz çelik tel ile aynıdır. Düzleştirme ve çekirdeksiz taşlamalı parlatma işlemlerinden sonra, genellikle cilalanmış halde teslim edilir. Kükürtsüz kesme çelik telin çekme plastisitesi biraz daha kötüdür ve geçiş başına yüzey küçültme oranı (≤%25) ve çekme sırasında toplam yüzey küçültme oranı (≤45) benzer paslanmaz çelik telden daha azdır. Ayrılan öğütme miktarı, genellikle 0.20~0.40mm olan çelik telin yüzey kalitesine ve boyutuna göre belirlenir. 1.0 mm çapındaki bitmiş çelik tel için alt sınır, 8.0 mm çapında üst sınır alınır. ASTM 581'e göre, 416 ve A durumundaki bitmiş telin ısıl işlem sıcaklığı 600~640℃ arasında kontrol edilir ve bitmiş telin 303 ve 303Se B durumundaki yüzey küçültme oranı yaklaşık %24 oranında kontrol edilmelidir.
Otomat paslanmaz çelik genellikle çubuk ve tel şeklinde teslim edilir. Serbest kesimin yüzey işleme süreci paslanmaz çelik tel diğer paslanmaz çelik tel ile aynıdır. Düzleştirme ve çekirdeksiz taşlamalı parlatma işlemlerinden sonra, genellikle cilalanmış halde teslim edilir. Kükürtsüz kesme çelik telin çekme plastisitesi biraz daha kötüdür ve geçiş başına yüzey küçültme oranı (≤%25) ve çekme sırasında toplam yüzey küçültme oranı (≤45) benzer paslanmaz çelik telden daha azdır. Ayrılan öğütme miktarı, genellikle 0.20~0.40mm olan çelik telin yüzey kalitesine ve boyutuna göre belirlenir. 1.0 mm çapındaki bitmiş çelik tel için alt sınır, 8.0 mm çapında üst sınır alınır. ASTM 581'e göre, 416 ve A durumundaki bitmiş telin ısıl işlem sıcaklığı 600~640℃ arasında kontrol edilir ve bitmiş telin 303 ve 303Se B durumundaki yüzey küçültme oranı yaklaşık %24 oranında kontrol edilmelidir.
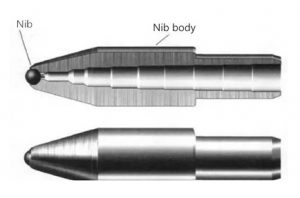
Serbest kesim paslanmaz çelik tel esas olarak kalem ucunu, özellikle bilye kafasını ve tükenmez kalemin tutucusunu yapmak için kullanılır. Ayrıca ipler, faks, yazıcı, otomat, mikro motor şaftı, buzdolabı ve diğer uygulamalar gibi tıbbi ekipmanların imalatında da kullanılabilir.





