Düşük alaşımlı yüksek mukavemetli çelik AISI 4140, makine, havacılık, petrol, Denizcilik ve şaft, dişli, biyel gibi diğer düşük sıcaklıklı parçalar alanında yaygın olarak kullanılmaktadır; Şanzıman dişlisi, turboşarj dişlisi, motor silindiri, yaylı kelepçe, petrol sondaj borusu kelepçesi ve diğer parçalar; Kalıp imalat endüstrisinde AISI 4140, sağlamlık ve tokluğun iyi bir kombinasyonunu gerektiren büyük ve orta boy plastik kalıplar için uygundur. Zorlu hizmet ortamı, çeliğin yüksek düşük sıcaklıkta darbe dayanıklılığını gerektirir. AISI4140 dövmenin mekanik özellikleri ve mikro yapısı üzerindeki farklı tavlama sıcaklıklarının etkilerini incelemek için bir dizi test yaptık.
AISI 4140 dövme kimyasal bileşimi ve ısıl işlem
| Sınıflar | C | Si | Mn | P | S | Cr | Mo |
| 4140 | 0.38~0.43 | 0.15~0.35 | 0.75~1.00 | ≤0.035 | ≤0.040 | 0.80~1.10 | 0.15~0.25 |
| Şart | sıcaklık(℃) | Soğutma | Sertlik, HBW | |
| Ön ısıl işlem | tavlama | 840~860
(Isı koruma 2H) |
fırın soğutma | ≤217 |
| Normalizasyon | 850~900 | Hava soğutma | ≤217 | |
| Yüksek sıcaklık tavlama | 680~700 | Hava soğutma | ≤217 | |
| Söndürülmüş ve temperlenmiş
|
su verme | 840~880 | Yağ soğutma | ≥53HRC |
| Temperleme | 450~670 | Yağ veya hava | 25 ~ 45HRC | |
| Indüksiyon
su verme
|
Isıtma | 900 | emülsiyon | Görünüm ≥53HRC |
| Temperleme | 150~180 | Hava soğutma | ≥50HRC | |
AISI 4140 çeliğinin CCT eğrisinin ve faz geçişi kritik noktasının belirlenmesi, ısıl işlem prosesinin formülasyonu için bir referans sağlayabilir. Farklı soğuma hızları ile CCT eğrisinde üç fazlı geçiş bölgeleri vardır: yavaş soğuma hızına sahip “ferrit + perlit” bölgesi, yavaş soğuma hızına sahip “kapalı beynit” bölgesi ve hızlı soğuma hızına sahip “martensit” bölgesi. . Komple martensitin kritik soğutma hızı yaklaşık 600 ℃/dakika, beynitin kritik soğutma hızı yaklaşık 60 ℃/dakika ve martensitin MS noktası 362 ℃'dir. AISI3 çeliğinin AC4140'ü 826℃'dir, bu nedenle söndürme sıcaklığı olarak 870℃'yi seçiyoruz.
 Isıl işlem simülasyon fırınında farklı tavlama sıcaklıkları tasarlanmıştır. Isıl işlem süreci: normalleştirme sıcaklığı 905 ℃, söndürme sıcaklığı 870 ℃, soğutma yöntemi su soğutma, tavlama sıcaklığı sırasıyla 580 ℃, 600 ℃, 620 ℃, 640 ℃, 650 ℃. Oda sıcaklığında 5 mm x 60 mm'lik silindirik bir numune seçildi ve darbe dayanıklılığı numunesinin boyutu, 10 mm x 10 mm x 55 mm'lik Charpy V şeklinde bir oluktu. Test sıcaklığı -18℃ idi.
Isıl işlem simülasyon fırınında farklı tavlama sıcaklıkları tasarlanmıştır. Isıl işlem süreci: normalleştirme sıcaklığı 905 ℃, söndürme sıcaklığı 870 ℃, soğutma yöntemi su soğutma, tavlama sıcaklığı sırasıyla 580 ℃, 600 ℃, 620 ℃, 640 ℃, 650 ℃. Oda sıcaklığında 5 mm x 60 mm'lik silindirik bir numune seçildi ve darbe dayanıklılığı numunesinin boyutu, 10 mm x 10 mm x 55 mm'lik Charpy V şeklinde bir oluktu. Test sıcaklığı -18℃ idi.
Temperleme sıcaklığı 580 ℃ olduğunda, düşük sıcaklık darbe tokluğu 4140 çelik gereksinimleri karşılayamaz. Etki kalıntısı örnekleri, dahil etme tespiti ve kırılma analizi için alınır. Dahil etme belirlemenin sonuçlarından, genel olarak düşük dahil etme seviyesinin, niteliksiz düşük sıcaklık darbe tokluğunun nedeni olmadığı görülebilir. Darbe kırığı üzerinde taramalı elektron mikroskobu (SEM) ve enerji spektrumu analizi yapıldı: kırığın fiber alanı küçüktü, küçük ve sığ çukurlar dağıldı ve radyasyon alanının oranı büyüktü ve çukurlar nispeten büyüktü. ve derin. Radyasyon alanının morfolojisi yarı yarılmaydı, fiber alanının oranı küçüktü ve küçük yanal genişleme vardı ve numunenin darbe tokluğu nispeten iyiydi. Belirgin metalurjik kusurlar gözlenmedi. Yukarıdaki analize göre, bu ısıl işlem işlemi altındaki darbe numunesinin düşük darbe değeri metalurjik kusurlardan kaynaklanmamaktadır. Düşük darbe değeri, karbürün dağılım derecesi ve morfolojisinden kaynaklanabilir.
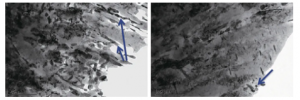
870°C ve 580°C tavlamada su soğutmalı numunelerin TEM analizi, esas olarak iki tip karbür dağılımı olduğunu göstermiştir, bunlar uzun şeritler, 100nm-3μm boyutunda, belirli miktarda karbür partiküllü ve orijinaldir. Martenzit yönelimi korunmuştur. 870℃ su soğutmalı +600℃ temperlenmiş numunelerin TEM analizi, karbürlerin dağılımının, esas olarak şerit karbürler (100-500nm) ve granüler karbürler (50nm) ve az miktarda büyük boyutlu M7C3 partikülleri olmak üzere nispeten düzgün olduğunu göstermektedir. büyük karbür şeridi kayboldu. Temperleme sıcaklığı düşük olduğunda, şerit karbürler esas olarak soyulmuş karbürlerdir. Temperleme sıcaklığının artmasıyla şerit karbürlerin uzunluk-genişlik oranı azalır ve şerit karbürler granüler karbürlere dönüşür. Temperleme sıcaklığı 580℃ olduğunda, 3μm şerit karbür mevcuttur. Temperleme sıcaklığı 600℃'den yüksek olduğunda, büyük karbür şeridi kaybolur ve şerit boyutu temel olarak 500nm'den azdır ve bazı granüler karbürler oluşur. Karbürün morfolojisi şeritten ince taneye değişir ve dağılım düzgün olmayandan dağınıka değişir, bu da darbe tokluğunun iyileştirilmesinin nedenidir. Şerit karbürün varlığı, darbe performansı için çok elverişsizdir, sayı ne kadar fazlaysa, boyut ne kadar uzun olursa, malzemenin tokluğu o kadar kötü olur. Bu nedenle, temperleme sıcaklığı 600℃'ye yükseltildiğinde, malzemenin darbe tokluğu önemli ölçüde iyileşir.
Bu nedenle, şu sonuca varılabilir: (1) Temperleme sıcaklığının artmasıyla, AISI4140 çeliğinin mukavemeti kademeli olarak azalır ve darbe değeri kademeli olarak artar. Şerit karbür darbeye elverişli değildir, çok elverişsizdir, sayı ne kadar fazla olursa, boyut ne kadar uzun olursa, malzemenin tokluğu o kadar kötü olur. TEM analizi, temperleme sıcaklığı 580℃'den 600℃'ye yükseldiğinde, büyük karbür şeridinin kaybolduğunu, şerit boyutunun temel olarak 500nm'den daha az olduğunu ve bazı granüler karbürlerin oluştuğunu ve malzemenin darbe tokluğunun önemli ölçüde arttığını gösterdi. ⑶ Temperleme sıcaklığı 600℃ olduğunda, test numuneleri hem oda sıcaklığındaki mukavemet hem de düşük sıcaklıktaki darbe tokluğu gereksinimlerini karşılayabilir.





